
近期,潞安恒通化工公司氯碱厂漂白粉工段通过一系列技术革新,成功实现了生产流程的全面优化,营造出浓厚的节支增效与环保管理双提升氛围。
在生产环节,该工段在熟化器和双绞龙部位增设了配水系统,使得消石灰的含水量能够稳定保持在4.5%以上。这一举措不仅为氯化反应提供了优质原料,还有效遏制了粉尘外溢现象,从源头上减少了粉尘污染。同时,该工段新增了振动筛设备,对高效分离器产生的灰渣进行二次筛分。经过优化,灰渣的回用率一举突破80%大关,显著降低了生石灰的消耗量,进一步节约了生产成本。
在环保与作业环境方面,该工段对氯化单元包装系统的除尘装置进行了改造。通过扩容风机、强化吸收塔功能等措施,成功消除了包装现场的粉尘与氯气隐患,从根本上改善了作业环境,保障了员工的健康与安全。此外,工段还实施了漂白粉尾气吸收与离子膜事故碱再循环使用项目,实现了经济与环保的双赢。利用离子膜电解事故氯处理吸收后含碱量≥7%的次氯酸钠对漂粉尾气进行深度吸收,使吸收后的产品含碱量控制在1.5%-2%之间,次氯酸钠的有效氯含量提升至11%以上。通过这一创新举措,工段每年可节约用碱量600吨、纯水量1200立方米,总节约成本高达42.84万元。漂粉尾气吸收后的次氯酸钠在市场上更具竞争力,经济与环保效益十分显著。
为保障工艺稳定运行,该工段强化了维修与运行人员的岗位责任制执行力度,严格工艺纪律,精准控制各项工艺指标,实时监控温度、除尘负压等关键参数。现场增加了消石灰含水、漂白粉有效氯含量等指标的检测频次,确保各项指标始终保持在最优状态。同时,工段每小时开展一次现场巡检,重点排查易堵塞部位,及时疏通管道,保障生产流程的顺畅。定期对除尘系统进行维护,及时更换除尘布袋,确保设备处于最佳运行状态,全方位筑牢安全生产与环保防线。

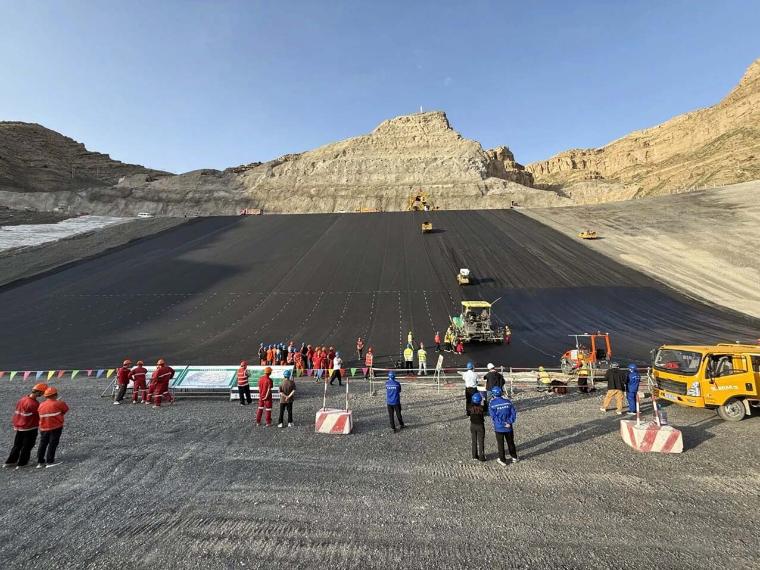
1月28日获悉,辽河石化公司2025年共销售水工沥青产品2.04万吨,其“昆仑•欢喜岭”水工沥青市场份额在国内保持领先,约占全国市场份额57%,特别是在抽水蓄能电站面板防渗领域,“昆仑•欢喜岭”水工沥...

1月29日上午8时20分,中国石油大庆油田采油二厂第二作业区注采4-5班班长杨硕正在班前会上开展案例警示教育。
1月23日,国务院国有资产监督管理委员会发布了《中央企业科技创新成果推荐目录成果手册(2024年版)》。
